Mikä on teräksen taonta ja kuinka prosessi toimii
Teräksen taonta on valmistusprosessi, jossa kiinteitä teräsaihioita tai -tankoja muotoillaan puristusvoimalla – vasaralla, puristimilla tai muotteilla – osien valmistamiseksi, joilla on paremmat mekaaniset ominaisuudet kuin valetut tai koneistetut vaihtoehdot. Tuloksena on osan muotoja noudattava rakerakenne, joka tarjoaa tyypillisesti 20–40 % suurempia vetolujuuksia kuin vastaavat valuteräskomponentit. Jos tarvitset osia, jotka käsittelevät väsymistä, iskuja tai syklistä kuormitusta – kiertokanget, kampiakselit, laipat, hammaspyörät – taonta on yleensä luotettavin reitti perille.
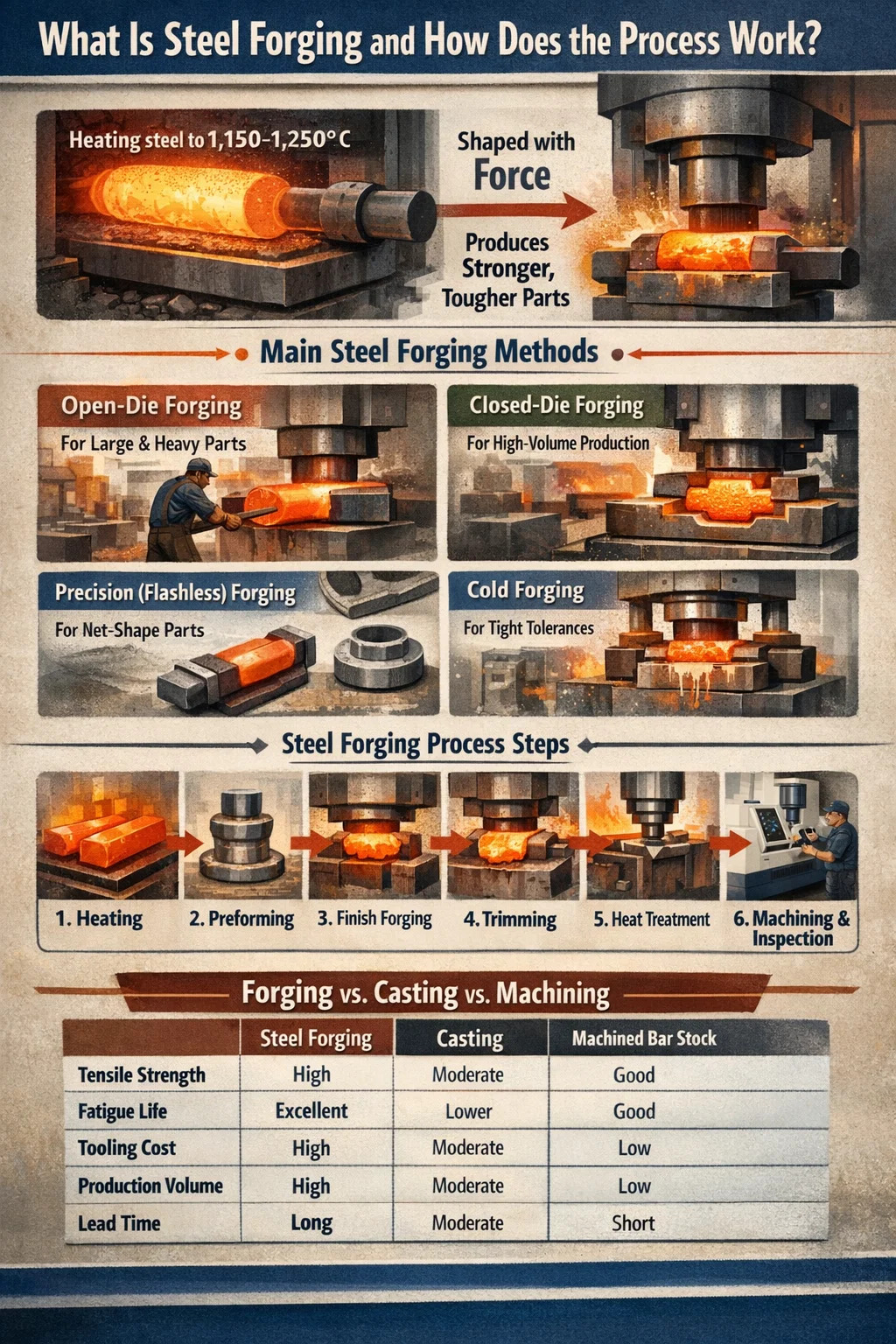
Prosessin ytimessä kuumennetaan terästä tietylle lämpötila-alueelle (yleensä välillä 1 100 ° C - 1 250 ° C hiili- ja seosteräksillä) ja sitten käytetään voimaa materiaalin plastiseksi deformoimiseksi haluttuun muotoon. Korotettu lämpötila vähentää virtausjännitystä ja parantaa taipuisuutta, jolloin metalli on helpompi muotoilla halkeilematta. Kun taottu osa on jäähtynyt, se käy läpi prosessin jälkeisen lämpökäsittelyn, koneistuksen ja tarkastuksen ennen toimitusta.
Teräksen taonta ei ole yksittäinen tekniikka. Se jakautuu useisiin erillisiin menetelmiin, joista jokainen sopii erilaisiin geometrioihin, tilavuuteen ja toleranssivaatimuksiin. Jokaisen insinöörin tai ostajan ymmärtäminen, miten kukin menetelmä toimii – ja missä se epäonnistuu – on lähtökohta jokaiselle insinöörille tai ostajalle, joka yrittää tehdä oikean kutsun taontaprojektista.
Tärkeimmät teräksen taontamenetelmät ja milloin niitä käytetään
Jokainen terästaontamenetelmä tuottaa osia, joilla on erilaiset mittatoleranssit, pintaolosuhteet ja työkalukustannukset. Väärä valinta lisää kustannuksia, pidentää läpimenoaikoja tai johtaa osiin, jotka vaativat liiallista toissijaista työstöä.
Open-Die taonta
Avotaonta (kutsutaan myös vapaatakomiseen tai smith-takomiseen) käyttää litteitä tai yksinkertaisen muotoisia muotteja, jotka eivät täysin peitä työkappaletta. Terästä käsitellään muottien välillä puristamalla, venymällä ja pyörittämällä. Tätä menetelmää käytetään suurille akseleille, sylintereille, renkaille ja harkoille – osille, jotka voivat painaa muutamasta kilosta yli 200 tonniin.
Avoin taonta on paras valinta, kun osan koko ylittää suljettujen muottien kapasiteetin tai kun tuotantomäärät ovat liian pieniä oikeuttamaan kalliita työkaluja. Mittatoleranssit ovat leveämpiä (tyypillisesti ±3–6 mm), joten merkittävää koneistusta on odotettavissa jälkeenpäin. Teräslaadut, kuten ruostumaton 4140, 4340 ja 316 ruostumaton teräs, käsitellään rutiininomaisesti tällä tavalla öljy- ja kaasuteollisuudessa, sähköntuotannossa ja raskaassa laiteteollisuudessa.
Suljettu takominen (Impression takominen)
Suljetussa takomisessa käytetään yhteensopivia muottisarjaa, jonka onkalo on koneistettu valmiin osan likimääräiseen muotoon. Kuumennettu aihio asetetaan muottien väliin ja kohdistetaan voimaa, kunnes teräs täyttää ontelon kokonaan, jolloin ylimääräinen materiaali virtaa ulos välähdyksenä jakolinjan ympäriltä. Salama leikataan myöhemmin pois.
Tämä menetelmä tuottaa tiukemmat toleranssit (yleensä ±0,5–1,5 mm osan monimutkaisuudesta ja koosta riippuen), paremman pinnanlaadun ja tasaisemman geometrian kuin avotyöstö. Työkalukustannukset ovat korkeat – täydellinen meistisarja keskikokoiselle osalle voi maksaa 15 000–80 000 dollaria tai enemmän – joten suljetun taonta on taloudellisesti järkevää ensisijaisesti keskisuurille ja suurille tuotantomäärille. Autojen kiertokanget, pyörännavat ja venttiilirungot ovat klassisia sovelluksia.
Salamaton (tarkkuus) taonta
Salamaton taonta eliminoi välähdyksen säätämällä tarkasti aihion tilavuutta ja muotin geometriaa, jotta materiaali täyttää ontelon ilman ylivuotoa. Tuloksena on verkkomuotoinen tai lähes verkkomuotoinen osa, joka vaatii minimaalista jälkitaontatyöstöä. ±0,1–0,3 mm:n tiukat toleranssit ovat saavutettavissa.
Tämä prosessi vaatii tarkkaa aihion valmistelua ja suurempia työkaluinvestointeja, mutta 10–20 % materiaalisäästöt tavanomaiseen suljettuun taokseen verrattuna tekevät siitä houkuttelevan monimutkaisten osien suurien volyymien valmistukseen kuten hammaspyörät, kartiohammaspyörät ja jousituskomponentit.
Rullatakominen
Rullataonta kuljettaa kuumennetun terästangon kahden muotoiltujen urien telan välissä pienentäen sen poikkileikkausta ja pidentäen sitä samanaikaisesti. Sitä käytetään tyypillisesti esimuovausvaiheena ennen taontaa, mutta sitä käytetään myös viimeisenä prosessina kartiomaisille akseleille, lehtijousille ja kiskon komponenteille. Prosessin jatkuva luonne tekee siitä erittäin tehokkaan pitkänomaisille osille.
Järkyttynyt takominen
Järkyttynyt taonta lisää terästangon tai -tangon poikkileikkauspinta-alaa puristamalla sitä akseliaan pitkin, lyhentäen pituutta ja lisäämällä halkaisijaa tietyllä vyöhykkeellä. Pultit, pultit, venttiilit ja laipalliset akselit valmistetaan tällä tavalla. Nopeat taontakoneet voivat tuottaa tuhansia osia tunnissa, mikä tekee tästä yhden tuottavimmista taontamenetelmistä kiinnittimille ja vastaaville laitteistoille.
Kylmätakominen
Toisin kuin yllä mainitut menetelmät, kylmätaonta suoritetaan huoneenlämpötilassa tai lähellä sitä. Teräs kovettuu prosessin aikana, mikä itse asiassa lisää pinnan kovuutta ja lujuutta. Toleranssit ovat poikkeuksellisen tiukat (±0,05–0,1 mm) ja pintakäsittely on erinomainen, jolloin sorvausta tai hiontaa ei tarvitse usein tehdä. Kompromissi on suurempi tarvittava puristusvoima sekä osan geometrian ja teräslaadun rajoitukset. Vähähiiliset ja keskihiiliset teräkset soveltuvat parhaiten kylmätakomiseen.
Vaiheittaiset ohjeet: Kuinka terästä takotaan käytännössä
Prosessin vaiheiden tuntemuksella on väliä, suunnitteletko osaa muokattavuutta vai auditoimme toimittajan tuotantolattiaa. Näin tavallinen suljetun teräksen taontasarja kulkee raaka-aineesta valmiiseen osaan.
- Materiaalin valinta ja aihion valmistus: Sopiva teräslaatu valitaan valmiin osan mekaanisten ominaisuuksien vaatimusten perusteella. Yleisiä laatuja ovat 1045 (keskihiili, yleinen teollisuus), 4140 (kromi-molybdeeni, korkea lujuus), 4340 (nikkeli-kromi-molybdeeni, ilmailu) ja 17-4 PH ruostumaton (korroosionkestävä, korkea lujuus). Tankovarasto tai aihio leikataan laskettuun tilavuuteen - hieman ylimitoitettuna välähdyksen ja hilseilyhäviön huomioon ottamiseksi.
- Lämmitys: Aihiot ladataan kaasu- tai induktiouuniin ja saatetaan tavoitelämpötilaan. Useimmille hiili- ja seosteräksille tämä on 1 150–1 250 °C. Lämpötilan tasaisuus aihion poikkileikkauksessa on kriittinen – yli 50°C lämpötilagradientti voi johtaa halkeiluihin tai epätäydelliseen muotin täyttöön. Induktiokuumennusta suositellaan tiukkaan lämpötilan säätelyyn ja kalkin muodostumisen vähentämiseen.
- Kalkinpoisto: Kuuma teräs muodostaa oksidihilsekerroksen kuumennettaessa. Ennen taontaa tämä hilse poistetaan korkeapaineisilla vesisuihkuilla (yleensä 100–200 bar) tai ensimmäisellä kevyellä iskulla suulakkeessa, joka rikkoo kalkin ja estää sen puristumasta osan pintaan aiheuttaen pintavikoja.
- Esimuotoilu (tarvittaessa): Monimutkaiset osat vaativat usein yhden tai useamman esimuotoiluvaiheen metallimassan uudelleenjakamiseksi lähemmäs lopullista muotoa ennen viimeistelymuotin jäljennöstä. Tämä vähentää muotin kulumista ja parantaa metallin virtausta loppuiskussa. Esimuovaus tehdään erillisissä muottionteloissa samalla puristimella tai vasaralla.
- Viimeistely taonta: Esimuotoiltu aihio siirretään viimeistelymuotin onteloon ja lyödään - joko vasaralla (painovoima- tai höyryvasara, joka antaa toistuvia iskuja) tai puristimella (mekaaninen tai hydraulinen puristin, joka tuottaa hallitun yhden iskun). Teräs täyttää ontelon kokonaan ja välähdys pursottuu jakolinjan ympärille.
- Salaman leikkaus: Vielä kuumana (tai jäähdytyksen jälkeen, trimmauspuristimia varten) takomo asetetaan trimmausmuotiin ja salama lyötään pois yhdellä vedolla. Tarkkuusosissa leikattu taonta voidaan lyödä uudelleen liimaussuuttimeen vielä lämpimänä mahdollisen takaisinjousen korjaamiseksi ja mittatarkkuuden parantamiseksi.
- Lämpökäsittely: Teräslaadusta ja lopullisista mekaanisista ominaisuuksista riippuen taotuille osille suoritetaan normalisointi, hehkutus, karkaisu ja karkaisu tai liuoskäsittely ja vanhentaminen. Esimerkiksi 4140-teräksen karkaisu ja karkaisu voivat nostaa vetolujuuden 655 MPa:sta (normalisoitu) yli 1000 MPa:iin.
- Koneistus: Jopa lähes verkon muotoiset takeet vaativat tyypillisesti CNC-sorvausta, jyrsintää, porausta ja hiontaa, jotta saavutetaan lopulliset mittatoleranssit, pinnan viimeistely ja ominaisuudet (kierteet, poraukset, kiilaurat), joita ei voida suoraan takoa.
- Tarkastus ja testaus: Valmiit takeet tarkastetaan mittojen mukaan (CMM tai manuaalinen mittaus), visuaalisesti (pintahalkeamat, kierrokset, saumat) ja usein ainetta rikkomattomalla testillä - magneettisella hiukkastarkastuksella (MPI) pintavikojen varalta, ultraäänitestillä (UT) sisäisten aukkojen varalta. Näytekuponkien mekaaninen testaus varmistaa kovuuden, vetolujuuden, iskunkestävyyden ja väsymissuorituskyvyn.
Takomisessa yleisesti käytetyt teräslaadut ja niiden ominaisuudet
Materiaalin valinta on erottamaton taontaprosessista. Teräslaatu määrittää taontalämpötila-alueen, muotin käyttöiän, vaaditun puristuskapasiteetin, taontajäljen lämpökäsittelyn ja viime kädessä valmiin osan suorituskyvyn.
| Teräsluokka | Takomisen lämpötila-alue | Vetolujuus (Q&T) | Tärkeimmät sovellukset |
|---|---|---|---|
| AISI 1045 | 1 150–1 230 °C | ~570-700 MPa | Akselit, vaihteet, kytkimet |
| AISI 4140 | 1 100 - 1 230 °C | ~900–1100 MPa | Laipat, porakaulukset, akselit |
| AISI 4340 | 1100-1200°C | ~1 000–1 500 MPa | Laskutelineet, kampiakselit, ilmailu |
| AISI 316 ruostumaton | 1 149 - 1 260 °C | ~515–690 MPa | Venttiilit, liittimet, laivavarusteet |
| F51 Duplex SS | 1050-1150°C | ~620-880 MPa | Vedenalaiset komponentit, kemiantehdas |
| 17-4 PH ruostumatonta | 1040-1150°C | ~930–1310 MPa | Ilmailu, lääketiede, pumppuakselit |
Yksi käytännöllinen huomautus ruostumattoman teräksen takomisesta: austeniittisilla lajeilla, kuten 316, on suurempi virtausjännitys kuin hiiliteräksillä, mikä tarkoittaa, että puristin tarvitsee enemmän kapasiteettia samalle osakokolle. Ne ovat myös alttiimpia jännityskovettumiselle, mikä voi aiheuttaa halkeilua, jos uudelleenlämmitystä ajojen välillä ei tehdä oikein. Duplex-laadut ovat vielä herkempiä lämpötilalle – työskentely kapean taontaikkunan ulkopuolella voi horjuttaa ferriitti-austeniittitasapainoa ja heikentää korroosionkestävyyttä.
Tärkeimmät suunnittelusäännöt muokattaville teräsosille
Takoamatta suunniteltujen osien tuotanto maksaa usein huomattavasti enemmän tai ne eivät hyödynnä prosessin rakenteellisia etuja. Näiden suunnitteluperiaatteiden soveltaminen alusta alkaen välttää kalliit uudelleensuunnittelut myöhemmin.
Luonnoskulmat
Kaikki pystysuorat pinnat suljetussa muotissa tarvitsevat vetokulman, jotta osa voidaan irrottaa muotista. Terästakomisten standardisyväys on 5–7° ulkopinnoilla ja 7–10° sisäpinnoilla . Nollavedon tai negatiivisen vedon ominaisuudet vaativat monimutkaisempia työkaluja ejektorin tapeilla tai jaetuilla muotteilla, mikä lisää kustannuksia merkittävästi.
Filee ja kulmasäteet
Terävät sisäkulmat luovat jännityskeskittymiä muotissa sekä valmiissa kappaleessa. Vähintään 3 mm:n sisäsäde on käytännöllinen lähtökohta, 6 mm tai suurempi suositeltavin raskaasti kuormitetuilla vyöhykkeillä. Ulkokulman säteiden tulee olla vähintään 1,5 mm. Osien, joissa on oikeat fileet, väsymisikä on jopa 3-kertainen verrattuna teräviin siirtymäkohtiin.
Jakoviivan sijoitus
Jakoviiva on kohta, jossa kaksi muotin puolikasta kohtaavat. Se on sijoitettava osan suurimmalle poikkileikkaukselle muotin syvyyden ja välähdyksen minimoimiseksi. Suora, litteä jakoviiva on yksinkertaisin ja halvin vaihtoehto. Kaarevat tai kulmat jakoviivat lisäävät työkalujen monimutkaisuutta, mutta ne voivat olla tarpeen tietyissä geometrioissa.
Leikkauksen paksuuden vaihtelu
Suuret vaihtelut poikkileikkauksen paksuudessa saman osan sisällä luovat epätasaisen metallin virtauksen takomisen aikana. Ohuet osat täyttyvät nopeammin ja jäähtyvät nopeammin kuin paksut, mikä johtaa alitäyttöön tai halkeiluihin. Nyrkkisääntönä on, että seinämän enimmäispaksuuden suhde pienimpään terästaokseen ei saisi ylittää 4:1 ilman huolellista esimuotin suunnittelua esijakelumateriaaliin.
Viljavirtaussuunta
Yksi teräksen takomisen merkittävimmistä eduista valuun tai tankomassan työstöön verrattuna on kyky kohdistaa viljavirtaus käytön korkeimman jännityssuuntaan. Pitkittäisellä raevirralla tangon akselia pitkin taotulla kiertokangalla on paljon parempi väsymiskestävyys kuin tankomassasta koneistetulla, jossa jyvä kulkee poikittain kriittisten osien poikki. Suunnittele osa siten, että ensisijainen kuormitusakseli on kohdakkain päätaontasuunnan kanssa.
Teräksen takominen vs. valu vs. koneistus tangosta
Insinöörit joutuvat usein valitsemaan takomisen, valun ja koneistuksen välillä valitessaan rakenneteräsosien valmistusreittiä. Jokaisella menetelmällä on erillinen suorituskyky- ja kustannusprofiili.
| Kriteeri | Teräksen taonta | Casting | Koneistettu baarivarasto |
|---|---|---|---|
| Vetolujuus | Korkea (viljapuhdistettu) | Kohtalainen (huokoisuusriski) | Hyvä (riippuu arvosanasta) |
| Väsymys Elämä | Erinomainen | Alempi (sisäiset viat) | Hyvä, jos jyvä on kohdistettu |
| Geometrinen monimutkaisuus | Kohtalainen | Korkea | Korkea (CNC) |
| Työkalukustannukset | Korkea (dies) | Kohtalainen (patterns/molds) | Matala tai ei mitään |
| Yksikköhinta suurella volyymilla | Matala | Matala to moderate | Korkea (material waste) |
| Sisäiset viat | Minimaalinen (tyhjiöt suljettu) | Mahdollinen (kutistuminen, huokoisuus) | Riippuu baarin laadusta |
| Toimitusaika (prototyyppi) | Pitkä (muottivalmistus) | Kohtalainen | Lyhyt |
Päätös perustuu tyypillisesti kolmeen tekijään: vuotuinen tuotantomäärä, vaadittu mekaaninen suorituskyky ja osan monimutkaisuus. Osien, joissa on monimutkaiset sisäkanavat tai alaleikkaukset, valu voittaa usein pelkän geometrian perusteella. Auto-, ilmailu- tai öljy- ja kaasuteollisuudessa suuria rakenneosia varten taonta voittaa lähes aina suorituskyvyn ja elinkaarikustannusten suhteen. Tankovarastosta työstäminen on järkevintä prototyypeille, erittäin pienille erille tai osille, jotka ovat yksinkertaisesti liian pieniä takomaan taloudellisesti.
Teräksen takomisen yleiset viat ja niiden estäminen
Jopa oikeilla prosessiparametreilla terästakoihin voi kehittyä vikoja, jotka vaarantavat rakenteellisen eheyden. Kun tiedät, mikä aiheuttaa kunkin vian, ja kuinka se korjataan ajoissa, ehkäisee kalliita kenttävikoja.
Kierrokset ja taitokset
Kierteet muodostuvat, kun pinnan ryppy tai ulkonema taitetaan taaksepäin ja taotaan osan pintaan ilman liimaa. Ne näkyvät lineaarisina pintavirheinä, jotka kulkevat tyypillisesti jakoviivan suuntaisesti. Perimmäinen syy on yleensä väärä esimuotin muoto, liiallinen välähdys tai huono metallin virtauksen jakautuminen suulakkeessa. Magneettinen hiukkastarkastus havaitsee luotettavasti pinnan kierrokset. Ennaltaehkäisy edellyttää kunnollista esimuotin suunnittelua ja muotinontelon optimointia.
Alitäyttö
Alatäyttö tarkoittaa, että muotin onkalo ei ollut täysin täytetty teräksellä takomisen aikana, jolloin osan pintaan jäi matalia syvennyksiä. Syitä ovat riittämätön aihion paino, liian alhainen taontalämpötila, liiallinen välähdys, joka vuotaa materiaalia pois ennen kuin onkalo täyttyy, tai riittämätön puristuskapasiteetti. Mittatarkastus havaitsee useimmissa tapauksissa alitäytön, mutta se selviää paremmin ensimmäisellä tuotantokierroksella näyteleikkauksella.
Halkeilu
Pintahalkeamia syntyy, kun terästä takotaan liian alhaisessa lämpötilassa (muovautuvasta hauraaseen siirtymäalueen alapuolelle), kun jännitysnopeus on liian suuri tai kun teräksessä on liikaa rikki- tai fosforipitoisuutta, mikä edistää kuumaa lyhennettä. Sisäiset halkeamat (halkeamat) syntyvät, kun ytimeen syntyy vetojännitystä takomisen aikana, usein raskaissa osissa. Useimpien seosterästen taontalämpötilan pitäminen yli 1 050 °C:ssa ja liiallisen pienenemisen välttäminen läpimenoa kohti estää suurimman osan halkeiluvioista.
Hiilenpoisto
Pitkäaikainen altistuminen ilmalle korkeissa lämpötiloissa saa hiiltä diffundoitumaan ulos teräksen pintakerroksesta, jolloin muodostuu pehmeä, vähähiilinen vyöhyke, joka vähentää kovuutta ja väsymiskestävyyttä. Hiilenpoistosyvyys 0,3–0,8 mm ei ole harvinaista avoliekissä lämmitetyissä osissa. Säädetyn ilmakehän uunien tai induktiokuumennusten käyttö vähentää merkittävästi hiilenpoistoa, ja vahingoittuneen kerroksen koneistus on tavallinen korjaustoimenpide, kun se tapahtuu.
Die Shift
Muistisiirtymä tapahtuu, kun ylempi ja alempi muotin puoliskot ovat väärin kohdistettuja takomisen aikana, jolloin syntyy osa, joka on siirtynyt erotuslinjaan. Jopa 0,5 mm:n siirtymä voi aiheuttaa osan epäonnistumisen mittatarkastuksessa. Säännölliset muotin kohdistuksen tarkastukset ja oikea sijoitusavaimen huolto estävät tämän tuotannon vian.
Alat, jotka luottavat teräksen taomiseen ja miksi
Terästaonnusten kysyntää ohjaavat teollisuudenalat, joilla rakenteellinen vika ei ole vaihtoehto. Ymmärtäminen, missä ja miksi taonta on määritelty, auttaa ostajia perustelemaan työkaluinvestoinnin ja auttaa insinöörejä tukemaan taontaa kilpailevien prosessien sijaan.
- Autot: Kiertokangot, kampiakselit, ohjausnivelet, pyörän navat, nokka-akselit ja vaihteistot ovat lähes yleisesti taottuja. Tyypillinen henkilöauto sisältää 35–45 kg taottuja teräsosia. Taotun teräksen väsymis- ja iskunkestävyys on syy, miksi näitä turvallisuuden kannalta kriittisiä komponentteja ei ole valettu.
- Öljy ja kaasu: Poranterät, porakaulukset, BOP-komponentit, venttiilirungot, laipat (ANSI/ASME B16.5) ja merenalaiset liittimet vaativat taontaa kestämään äärimmäisiä reiän paineita (jopa 15 000 psi:n työpaine joissakin sovelluksissa) ja syövyttäviä ympäristöjä. ASME/ANSI- ja API-standardit edellyttävät monien näiden komponenttien taontaa.
- Ilmailu: Laskutelineiden tukituet, siipien kiinnikkeet, moottorin kiinnikkeet ja turbiinilevyt on taottu lujista seosteräksistä ja superseoksista. Ilmailu- ja avaruusteollisuuden tiukat vaatimukset jäljitettävyydestä, sertifioiduista materiaalitestausraporteista ja ainetta rikkomattomasta testauksesta tekevät takomisesta oletusvaihtoehdon lentokoneen rungon rakennekomponenteille.
- Sähköntuotanto: Höyryturbiinien roottorit, generaattorin akselit ja paineastioiden päät ydin- ja tavanomaisissa voimalaitoksissa ovat suurimpia valmistettuja takeita – yksittäinen avotako voi painaa 150–300 tonnia. Yhdistetyssä lämpö- ja mekaanisessa rasituksessa 30–60 vuotta toimivien komponenttien materiaalien eheys saavutetaan vain kontrolloidulla takomalla ja lämpökäsittelyllä.
- Kaivos- ja rakennuslaitteet: Puskutraktoreiden telalenkit, kaivinkoneen kauhan tapit, kivenmurskaimen vasarat ja poratangot altistuvat voimakkaalle iskulle ja kulumiselle. Runsasmangaanipitoiset ja niukkaseosteiset teräkset kestävät muodonmuutoksia ja murtumista näissä olosuhteissa paljon paremmin kuin valuvaihtoehdot.
- Puolustus: Tykistöammukset, panssarin lävistäjät, panssarivaunujen telakomponentit ja aseen piiput on taottu täyttämään sotilaalliset vaatimukset, jotka edellyttävät erityistä kovuutta, sitkeyttä ja mittojen yhdenmukaisuutta, joita ei voida saavuttaa muilla prosesseilla.
Terästakoiden laatustandardit ja sertifikaatit
Terästaonen ostaminen ilman sovellettaviin standardeihin viittaamista jättää ostajat alttiiksi laadun vaihtelulle ja vaatimustenvastaisille osille. Tärkeimmät teräksen taontalaatua koskevat standardit kannattaa tietää ennen ostotilauksen kirjoittamista.
- ASTM A668 / A668M: Vakioerittely hiili- ja seosterästaukoille yleiseen teolliseen käyttöön. Kattaa kahdeksan luokkaa, joiden mekaaniset ominaisuudet vaativat vetolujuudesta 485 MPa (luokka D) 830 MPa:iin (luokka L).
- ASTM A182: Kattaa taotut tai valssatut metalliseokset ja ruostumattomasta teräksestä valmistetut putkilaipat, taotut liittimet ja venttiilit korkean lämpötilan huoltoon. Viitattu laajasti öljyn ja kaasun sekä kemian käsittelyn eritelmissä.
- ASTM A105: Standardi hiiliterästaukoille putkisovelluksiin ympäristön ja korkeammissa lämpötiloissa. Tämä on yksi teollisuusputkijärjestelmien laippojen ja liitosten yleisimmistä tiedoista.
- API 6A / 6D: American Petroleum Institute -standardit kaivonpää- ja joulukuusenlaitteille (6A) ja putkiventtiileille (6D). Nämä standardit määrittelevät materiaaliluokat, testausvaatimukset ja jäljitettävyysasiakirjat hiilivetyhuollossa käytettäville taotuille komponenteille.
- AMS (Aerospace Material Specifications): SAE AMS -standardit, kuten AMS 2750 (lämpökäsittelyn pyrometria) ja materiaalikohtaiset AMS-laadut (esim. AMS 6414 4340-teräkselle), säätelevät ilmailu- ja avaruustakeita. Vaatimustenmukaisuus edellyttää dokumentoitua uunin kalibrointia, sertifioituja materiaalitestausraportteja ja ensimmäisen tuotteen tarkastusta.
- ISO 9001 / IATF 16949: Laadunhallintajärjestelmän sertifioinnit yleisille teollisuuden (ISO 9001) ja autoteollisuuden (IATF 16949) taontatoimittajille. Nämä sertifikaatit osoittavat, että toimittajalla on dokumentoitu laatujärjestelmä, mutta ne eivät itsessään takaa tuotteen tiettyjen mekaanisten vaatimusten mukaisuutta.
Pyydä aina materiaalitestausraportit (MTR:t), mittatarkastusraportit ja NDE-raportit jokaisen takotoimituksen yhteydessä. Kriittisissä sovelluksissa todistajakokeet takomoissa ovat vakiokäytäntö ilmailu- ja ydinvoimahankinnoissa.
Usein kysyttyjä kysymyksiä teräksen takomisesta
Mikä on pienin tilausmäärä suljetuille terästaoille?
Useimmat suljetut taontapajat asettavat uusille työkaluprojekteille vähimmäistilausmääräksi (MOQ) 100–500 kappaletta, vaikka tämä vaihtelee osan koon ja monimutkaisuuden mukaan. Pienille, yksinkertaisille osille jotkut kaupat harkitsevat 50 kappaleen koeajoja. Työkalujen korkeat kustannukset ovat pääasiallinen rajoitus – meistinkustannukset jaettuna harvempaan osaan nostaa yksikkökustannuksia merkittävästi. Avomuottitakoilla ei ole käytännöllistä MOQ-minimiä, koska räätälöityjä työkaluja ei tarvita.
Kuinka kauan terästakkojen valmistaminen kestää?
Uusilla työkaluilla varustetuissa suljetuissa takomoissa läpimenoajat ovat tyypillisesti 10–16 viikkoa: 4–6 viikkoa muotin suunnittelussa ja valmistuksessa, 1–2 viikkoa ensimmäisen kappaleen taontakokeissa ja 2–4 viikkoa lämpökäsittelyssä ja tuotantoosien koneistuksessa. Suurten osien avotakominen voi kestää 8–20 viikkoa takomajan kapasiteetista ja teräsaihioiden saatavuudesta riippuen. Toistotilaukset olemassa olevista stansseista ovat yleensä 4-8 viikkoa.
Voidaanko ruostumatonta terästä takoa samoilla laitteilla kuin hiiliterästä?
Kyllä, käytetään samoja vasaroita ja puristimia, mutta ruostumaton teräs - erityisesti austeniittiset laatulajit - vaatii suuremman taontavoiman kuin hiiliteräs vastaavissa lämpötiloissa korkeamman virtausjännityksensä vuoksi. Tietyn hiiliteräsosan kokoa varten mitoitettu puristin saattaa joutua poistamaan arvot tai jakamaan osa pienemmiksi toimenpiteiksi vaihdettaessa ruostumatonta terästä. Muotin käyttöikä on myös tyypillisesti lyhyempi ruostumatonta terästä takottaessa korkeampien rajapintapaineiden ja hankaavien oksidikerrostumien vuoksi.
Eroaako lämmintaonta kuumasta takomisesta?
Kyllä. Lämmintaonta suoritetaan kylmätakomisen ja kuumatakomisen välisellä lämpötila-alueella - teräkselle tyypillisesti 650–950 °C. Näissä lämpötiloissa virtausjännitys on pienempi kuin huoneenlämpötilassa (jolloin muovaus helpottuu), mutta teräs ei muodosta kuumatakouksessa havaittua raskasta oksidihilsettä. Tuloksena on kuumataontaa parempi pintakäsittely ja tiukemmat toleranssit, pienemmät puristusvoimat kuin kylmätakouksessa. Lämmintaontaa käytetään keskikokoisissa osissa, joissa pinnan laatu on tärkeä, mutta kylmätaontavoimat olisivat epäkäytännöllisen suuret.
Kuinka määritän taonta oikein piirustukseen?
Täydellisen piirustuksen taontaspesifikaatioon tulee sisältyä: teräslaatu (ASTM, AISI tai AMS-merkintä), lämpökäsittelyn olosuhteet ja vaadittu kovuus tai veto/myötölujuus, vetokulmavaatimukset, kulman ja kulman säteiden vähimmäisarvot, taottujen pintojen pinnan viimeistely (Ra-arvo), sallittu leimahdus jakolinjalla, vaaditut NDE-menetelmät (MPI, materiaalitestikriteerit, UT) ja hyväksyntämateriaalin vaatimukset. Viittaus sovellettavaan ASTM-standardiin (esim. ASTM A668, luokka F) sitoo kaikki materiaali- ja testausvaatimukset yhteen siististi.