Seosteräs on huomattavasti vahvempaa kuin tavallinen hiiliteräs. Lajista ja lämpökäsittelyolosuhteista riippuen seostetun teräksen vetolujuus vaihtelee 600 MPa yli 1900 MPa , joiden myötöraja on noin 415 MPa - 1600 MPa tai enemmän. Kun se tuotetaan seosteräksenä, näitä arvoja korostavat edelleen taontaprosessin luoma rakeisuus ja suuntautuva kuiturakenne – tyypillisesti 10–30 % parempi väsymislujuus verrattuna samaan seokseen valetussa tai valssatussa muodossa.
Sana "seosteräs" kattaa laajan teräsryhmän. Niitä yhdistää tarkoituksellinen seosalkuaineiden - kromin, molybdeenin, nikkelin, vanadiinin, mangaanin, piin tai näiden yhdistelmien - lisääminen normaalin hiiliteräksen sisältämiä korkeampia määriä. Jokainen lisäys palvelee tiettyä tarkoitusta: kromi lisää karkenevuutta ja korroosionkestävyyttä, molybdeeni parantaa lujuutta korkeissa lämpötiloissa ja estää haurastumista, nikkeli lisää sitkeyttä alhaisissa lämpötiloissa ja vanadiini jalostaa raekokoa ja lisää samalla kulutuskestävyyttä. Yhteisvaikutus on materiaali, joka ylittää hiiliteräksen lähes kaikissa mekaanisissa luokissa korkeamman raaka-aineen hinnan ja vaativampien lämpökäsittelyvaatimusten kustannuksella.
Seosteräksen lujuusluvut: mitä tiedot todellisuudessa osoittavat
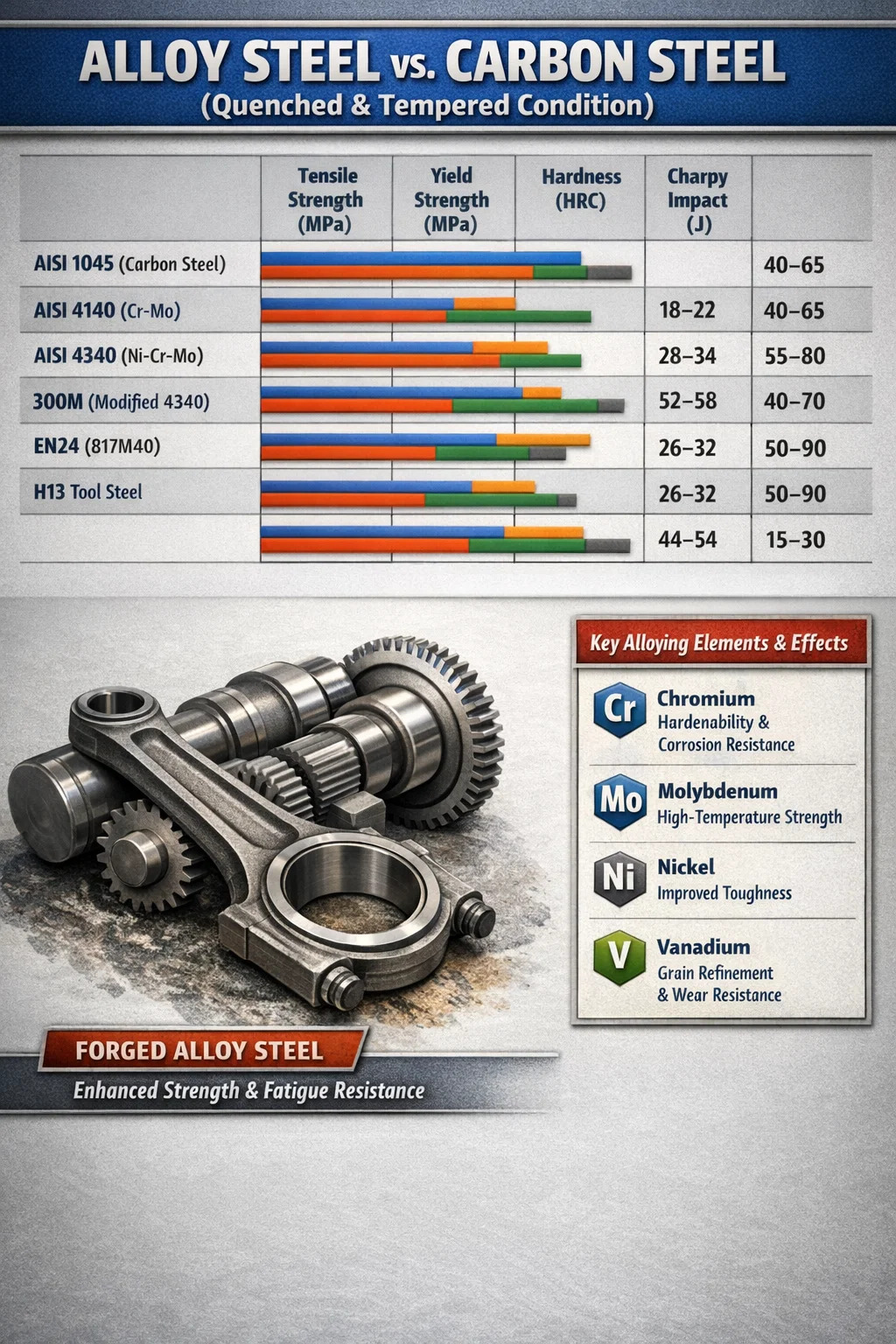
Seosterästen mekaaniset ominaisuudet vaihtelevat huomattavasti laadusta, profiilin koosta ja lämpökäsittelyolosuhteista riippuen. Alla olevassa taulukossa verrataan useita laajalti käytettyjä seosteräslaatuja niiden tyypillisissä lämpökäsitellyissä olosuhteissa vertailuhiiliteräksen ohella.
| Arvosana | Vetolujuus (MPa) | myöntövoima (MPa) | Kovuus (HRC) | Charpy-isku (J) |
|---|---|---|---|---|
| AISI 1045 (hiiliteräs, Q&T) | 570-700 | 380–520 | 18–22 | 40–65 |
| AISI 4140 (Cr-Mo, Q&T) | 900-1100 | 655–965 | 28–34 | 55–80 |
| AISI 4340 (Ni-Cr-Mo, Q&T) | 1100-1450 | 980–1380 | 35–44 | 40–70 |
| 300M (muokattu 4340) | 1930-2000 | 1585-1655 | 52–58 | 34–54 |
| EN24 (817M40, Ni-Cr-Mo) | 850-1000 | 700-850 | 26–32 | 50–90 |
| H13 työkaluteräs (kuumatyö) | 1200-1600 | 1000-1380 | 44–54 | 15-30 |
Nämä luvut koskevat alle 100 mm:n vakiotanko- tai taontapoikkileikkauksia. Suuremmilla osilla on huonommat ominaisuudet, koska karkaistuvuus rajoittaa sitä, kuinka tasaisesti mikrorakenne kehittyy paksun materiaalin läpi – tekijä on erityisen voimakas hiiliteräksessä ja vähemmän vakava korkeaseosteisissa laaduissa, kuten 4340.
Miksi? Seosterästakokset ovat vahvempia kuin valetut tai valssatut seosteräkset
Taontaprosessissa tehdään jotain, mitä valu tai valssaus ei täysin toista: se pakottaa teräksen läpi hallitun plastisen muodonmuutoksen kuumana, mikä sulkee sisäisen huokoisuuden, jalostaa raekokoa ja luo jatkuvan raevirtauksen, joka noudattaa valmiin osan geometriaa. Seosterästaukoissa tämä yhdistelmä tuottaa mekaanisia ominaisuuksia, jotka ylittävät sen, mitä samalla metalliseoksella saavutetaan muissa tuotemuodoissa.
Käytännön ero on mitattavissa. Julkaistut vertailut taotun ja valetun 4340 seosteräksen välillä osoittavat, että taottu versio saavuttaa yleensä:
- 20–30 % suurempi väsymislujuus syklisessä kuormituksessa
- 15–25 % parempi iskunkestävyys (Charpyn absorboima energia)
- Parempi sitkeys ja pinta-alan pienentäminen vetokokeessa
- Parempi johdonmukaisuus saman osan eri kohdista otettujen testikappaleiden välillä
Raevirtauksen etu on erityisen merkittävä komponenteille, joilla on vuorottelu- tai iskukuormitus. Taotussa seosteräksisessä kiertokangessa tai kampiakselissa on keskeytymätön jyvävirtaus täytteen säteiden läpi – juuri siellä, missä väsymishalkeamat alkavat. Valetulla vastineella on satunnainen raesuuntaus näissä kriittisissä paikoissa, minkä vuoksi auto- ja ilmailualan insinöörit määrittävät seosterästakeita valujen sijaan korkean syklin väsymissovelluksiin.
Suljetut metalliseosteräkset täyttävät tai ylittävät jatkuvasti ASTM A668-, EN 10250- ja AMS-standardeissa määritellyt mekaanisten ominaisuuksien vähimmäisvaatimukset, kun taas nimellisesti identtisten koostumusten valut vaativat usein laadun alentamista tai turvatekijän säätöjä pysyäkseen suunnittelurajoissa.
Seostettujen elementtien rooli seosteräksen lujuudessa
Jokainen teräksen seosaine vaikuttaa lujuuteen erillisten metallurgisten mekanismien kautta. Näiden mekanismien ymmärtäminen selittää, miksi tiettyjä seosyhdistelmiä käytetään tiettyihin lujuuskohteisiin.
Kromi (Cr)
Kromia lisätään seosteräksiin pitoisuuksina, jotka vaihtelevat 0,5–18 % (ylempi alue on ruostumaton teräsalue). Rakenne- ja taontaseosteräksissä 0,5–1,5 % kromi lisää merkittävästi karkauttavuutta – mikä tarkoittaa, että terästä voidaan karkaista isommissa osissa karkaisun jälkeen. Se muodostaa myös stabiileja karbideja, jotka parantavat kulutuskestävyyttä ja lisäävät teräksen karkaisun kestävyyttä, mikä on kriittistä, kun taonta karkaistaan korkeammissa lämpötiloissa, jotta se täyttää sitkeysvaatimukset menettämättä liikaa lujuutta.
Molybdeeni (Mo)
Molybdeeni on yksi tehokkaimmista karkaisuaineista lisättyä painoyksikköä kohti. Jopa 0,15–0,30 % Mo aiheuttaa merkittävän muutoksen TTT (aika-lämpötila-muunnos) -kaavioon, jolloin hitaammat jäähdytysnopeudet voivat silti saavuttaa täyden martensiittimuunnoksen suurissa seosteräksissä. Molybdeeni estää myös karkaistua haurautta – raerajojen heikkenemisen muotoa, joka vaikuttaa Ni-Cr-teräksiin, jotka on karkaistu 375–575 °C:n lämpötilassa – tehden Mo-laakeroiduista laatulajeista, kuten 4140 ja 4340, luotettavampia raskaiden profiilien sovelluksissa.
Nikkeli (Ni)
Nikkeli lisää sitkeyttä laajalla lämpötila-alueella, mukaan lukien miinuslämpötilat, joissa useimmat hiiliteräkset ja vähemmän seostetut teräkset muuttuvat hauraiksi. 9-prosenttisen nikkeliteräksen siirtyminen sitkeästä hauraaseen murtumiseen (DBTT) voidaan työntää alle -196 °C:n, minkä vuoksi nikkeliseosteräkset on määritelty kryogeenisiin paineastioihin ja LNG-varastointiin. 4340:n 1,8 %:n Ni-tasolla ensisijainen hyöty on parempi murtolujuus tinkimättä myötölujuudesta – yhdistelmä, joka tekee 4340-seosterästakoista vakiovaihtoehdon lentokoneiden laskutelineisiin, taisteluvälineisiin ja korkean suorituskyvyn voimansiirtokomponentteihin.
Vanadiini (V)
Vanadiini on vahva viljanjauhija ja kovametallin muodostaja. Niinkin alhaisina kuin 0,05–0,15 %:n pitoisuuksina se kiinnittää austeniitin raerajoja kuumennettaessa ja tuottaa lämpökäsittelyn jälkeen hienomman raekoon. Hienommat rakeet tarkoittavat korkeampaa myötörajaa (Hall-Petch-suhde) ja parempaa sitkeyttä samanaikaisesti – harvinainen yhdistelmä. Vanadiini on keskeinen mikroseostettujen taontaterästen (kuten 38MnVS6) suunnittelussa, jossa se tarjoaa saostuskarkaisua kontrolloidun jäähdytyksen aikana, mikä mahdollistaa seoksen lujuusvaatimusten täyttämisen ilman erillistä karkaisu- ja karkaisujaksoa.
Mangaani (Mn)
Mangaania on kaikissa seosteräksissä, mutta se on kohonnut hiiliteräksen perusviivan yläpuolelle (tyypillisesti 0,6–1,8 % Mn seoslaaduissa) karkenevuuden ja vetolujuuden lisäämiseksi kiinteän liuoksen vahvistamisen avulla. Se myös yhdistyy rikin kanssa muodostaen MnS-sulkeumia, mikä on hyödyllistä työstettävyyden kannalta. Erittäin korkeat mangaanipitoisuudet (yli 12 %) luovat austeniittisia teräksiä, jotka kovettuvat äärimmäisen nopeasti – täysin erilaista ominaisuusprofiilia, jota käytetään kulutuslevyissä ja murskaimen osissa tarkkuusseostettujen terästakkojen sijaan.
Kuinka lämpökäsittely määrittää seosterästaukoiden lopullisen lujuuden
Taottu kunto on harvoin lopullinen rakennepalveluissa käytettäville seosterästaukoille. Takomisen jälkeinen lämpökäsittely säätelee lopullista mikrorakennetta – ja sen myötä tasapainoa lujuuden, kovuuden ja sitkeyden välillä. Sama 4140 taonta voidaan toimittaa vetolujuudella 700 MPa (hehkutettu) yli 1400 MPa (läpikarkaistu ja karkaistu alhaisessa lämpötilassa) riippuen täysin määritellystä takomisen jälkeisestä lämpökäsittelystä.
Sammuta ja temperointi (Q&T)
Tämä on yleisin seosterästakkojen lämpökäsittely. Takoot austenitisoidaan (tyypillisesti 830–870 °C:ssa 4140:lle, 800–845 °C:lle 4340:lle), sammutetaan öljyssä tai vedessä martensiitin muodostamiseksi, minkä jälkeen se karkaistaan valvotussa lämpötilassa 150–650 °C. Karkaisulämpötila on ensisijainen muuttuja, joka säätelee lopullista lujuutta: karkaisu 200 °C:ssa tuottaa maksimaalisen kovuuden, mutta huonon iskunkestävyyden; karkaisu 600 °C:ssa uhraa jonkin verran lujuutta, mutta tuottaa erinomaisen sitkeyden. 4340 taonta, joka on karkaistu 315 °C:ssa, saavuttaa noin 1650 MPa:n vetolujuuden; sama 595 °C:ssa karkaistu taonta laskee noin 1000 MPa:iin, mutta tuottaa iskuenergia-arvot yli kolme kertaa korkeammat.
Normalisoi ja karkaisee
Normalisointi – ilmajäähdytys austenitisointilämpötilasta sammutuksen sijaan – tuottaa perliittisen tai bainiittisen mikrorakenteen, jonka lujuus on pienempi kuin Q&T, mutta jolla on tasaisemmat ominaisuudet suurilla poikkileikkauksilla. Erittäin suurille seosterästaukoille, kuten turbiinien akseleille tai paineastioiden laippoille, joissa läpikarkaisu on fyysisesti mahdotonta, normalisointi ja karkaisu on vakiolämpökäsittely, jolloin saavutetaan 700–900 MPa:n vetolujuus 4140-laatuisille raskaille osille.
Sateen kovettuminen ja ikääntyminen
Tietyt seosteräkset – erityisesti maraging-teräkset ja saostuskarkaistuvat ruostumattomat teräkset – saavuttavat poikkeuksellisen lujuutensa ei martensiitin muodostumisen, vaan hienoja metallien välisten yhdisteiden saostumisen kautta kontrolloidun vanhenemiskäsittelyn aikana 480–510 °C:ssa. Maraging 350 seosteräs takeet voivat saavuttaa myötölujuuden 2400 MPa tällä mekanismilla, joka on korkein saavutettavissa oleva lujuusalue kaupallisessa mittakaavassa valmistetuissa ja rakennesovelluksissa käytetyissä terästuotteista.
Seosteräksen lujuus verrattuna muihin materiaaleihin: suorat vertailut
Seosteisen teräksen lujuuden asettaminen kontekstiin muita rakennemateriaaleja vastaan auttaa selittämään, miksi se on edelleen hallitseva valinta vaativissa taontasovelluksissa huolimatta titaaniseosten, alumiiniseosten ja kehittyneiden komposiittien saatavuudesta.
| Materiaali | Vetolujuus (MPa) | myöntövoima (MPa) | Tiheys (g/cm³) | Ominaislujuus (MPa·cm³/g) |
|---|---|---|---|---|
| Seosteräs 4340 (Q&T) | 1100-1450 | 980–1380 | 7.85 | 140-185 |
| Hiiliteräs 1045 (Q&T) | 570-700 | 380–520 | 7.85 | 73–89 |
| Titaani Ti-6Al-4V (taottu) | 930–1170 | 880-1100 | 4.43 | 210–264 |
| Alumiini 7075-T6 (taottu) | 500–570 | 430-500 | 2.81 | 178-203 |
| Harmaa valurauta | 170-250 | N/A (hauras) | 7.20 | 24–35 |
Absoluuttisen lujuuden perusteella seosterästakokset ovat kilpailukykyisiä titaanin kanssa ja ylittävät huomattavasti alumiinin ja valuraudan. Tietyn lujuuden perusteella (lujuus painoyksikköä kohti) titaani ja korkealujuus alumiini ylittävät seosteräksen, minkä vuoksi ilmailu- ja avaruussuunnittelussa käytetään titaania, jossa paino on ensisijainen tekijä. kuitenkin seosteräksiset takeet tarjoavat lujuusyksikkökohtaisen hintaedun, jota titaani ei voi verrata mittakaavassa , ja niiden korkeampi kimmokerroin (200 GPa vs. 114 GPa titaanilla) tarkoittaa pienempää taipumaa kuormituksen alaisena – kriittistä tarkkuuskoneissa, vaihteistoissa ja kaikissa sovelluksissa, joissa mittojen stabiilisuus jännityksen alaisena.
Leikkauksen koon vaikutukset seosteräksen taontalujuuteen
Yksi käytännöllisesti katsoen tärkeimmistä ja aliarvostetuimmista seosterästen lujuuden puolista on se, kuinka se heikkenee leikkauskoon kasvaessa. Karkaistuvuus – teräksen kyky karkaista täyteen martensiitiksi koko poikkileikkauksensa läpi – määrittää, kuinka suuri osa teoreettisesta maksimilujuudesta on todella saavutettavissa todellisessa komponentissa.
Hiiliteräksellä 1045 on hyvin rajoitettu karkaisu. Halkaisijaltaan 25 mm:n tangossa karkaisu vedessä tuottaa lähes täysin martensiittisen mikrorakenteen ja lähes maksimilujuuden. Halkaisijaltaan 100 mm:n tangossa ydin jäähtyy aivan liian hitaasti muuttuakseen martensiitiksi ja jää karkeaksi perliitiksi, jonka vetolujuus on 30–40 % pienempi kuin pinta. 200 mm:n halkaisijalla jopa 1045 bar:n pinta voi olla epätäydellisesti kovettunut.
4140 seosteräs kromi- ja molybdeenilisäaineineen säilyttää huomattavasti paremman karkaisun. Läpikarkaisu tasaiseksi martensiitiksi on saavutettavissa noin 75 mm halkaisijaan asti öljysammutuksessa. 4340 lisätyn nikkelipitoisuuden kanssa laajentaa tämän 100 mm:iin tai yli öljysammutuksessa. Yli 200 mm:n kriittisen poikkileikkauksen omaaville seosterästaukoille vaaditaan erityisesti suuria osia varten suunniteltuja laatuja, kuten 26NiCrMoV14-5 tai 34CrNiMo6, jotta varmistetaan, että vähimmäismyötölujuusvaatimukset täyttyvät koko osassa, ei vain pinnan lähellä.
Tästä syystä turbiinien roottoreiden, raskaiden kampiakselien tai reaktorin paineastioiden suurissa seosterästaukoissa käytetään eri materiaalilaatuja kuin pienemmissä komponenteissa: seostuksen on oltava riittävä kuljettamaan läpikarkaisuominaisuudet halkaisijaltaan 500 mm tai suuremman taon keskilinjalle.
Seosterästaukoiden väsymislujuus: syklinen kuormitustodellisuus
Staattinen vetolujuus ja myötölujuus eivät ole ainoita tärkeitä mittoja. Useimmat rakenteelliset häiriöt käytössä eivät johdu yhdestä ylikuormituksesta vaan väsymyksestä – halkeamien asteittaisesta kasvusta toistuvien syklisillä kuormituksilla, jotka ovat selvästi staattisen myötörajan alapuolella. Tässä seosteräksillä on etuja, joita yksinkertaiset vetolujuusluvut eivät ota huomioon.
Väsymislujuus (jännitysamplitudi, jonka materiaali kestää 10⁷ sykliä murtumatta) noudattaa yleistä vetolujuuden suhdetta teräksille, joiden vetolujuus on noin 1400 MPa: väsymisraja on noin 0,45–0,50 kertaa vetolujuus. Tämä tarkoittaa, että 4140-seosterästaotolla, jonka vetolujuus on 1000 MPa, kestävyysraja on noin 450–500 MPa – noin kaksinkertainen verrattuna 1045-hiilikuituterästaon 600 MPa:n vetolujuuteen.
Yli 1400 MPa vetolujuuden tämä yksinkertainen suhde hajoaa. Lujat seosterästakat tulevat yhä herkemmiksi pintakäsittelylle, jäännösjännityksille ja mikrorakenteen puhtaudelle. 4340 takomalla 1600 MPa koneistetulla pinnalla on paljon pienempi todellinen väsymisraja kuin kiillotetulla näytteellä, koska pinnan naarmut toimivat jännityksen keskittäjinä. Tästä syystä korkean suorituskyvyn seosterästaotot ilmailu- ja moottoriurheiluun työstön jälkeen kuoritaan - puristusjäännösjännityskerros, joka syntyy haaleamisesta, voi pidentää väsymisikää 2–4-kertaisesti edustavissa kuormitusolosuhteissa.
Hallitun taontakäytännön, hienorakeisen lämpökäsittelyn ja pinnan sorvauksen yhdistelmä voi nostaa 4340 seosterästakon tehokkaan väsymislujuuden 700–800 MPa:iin — arvo, joka ohjaa auto- ja avaruusteollisuudessa taottujen komponenttien suosimista koneistettujen aihioiden sijaan, kun raevirtaus on mielivaltainen ja pintapuristuskerrokset puuttuvat.
Avainseosteräksen taontalaadut ja niiden lujuusprofiilit
Yleisimmin määriteltyjen seosterästen taontalaatujen käytännöllisen lujuuskuoren ymmärtäminen antaa insinööreille toimivan referenssin materiaalin alkuperäiseen valintaan.
AISI 4140: Yleiskäyttöinen työhevonen
4140 (0,38–0,43 % C, 0,8–1,1 % Cr, 0,15–0,25 % Mo) on yleisimmin käytetty seosteräksen taontalaatu yleisissä teollisuudessa sekä öljy- ja kaasusovelluksissa. Q&T-tilassa se tarjoaa 900–1100 MPa:n vetolujuuden ja riittävän sitkeyden useimpiin mekaanisiin sovelluksiin. Se on oletusmateriaali porakauluksille, työkalujen liitoksille, kytkentäholkille, laippoille ja keskiraskaalle akselille. Sen erinomainen työstettävyys esikarkaistussa tilassa (28–34 HRC) tekee siitä käytännöllisen liikkeille, joilla ei ole lämpökäsittelykykyä koneistuksen jälkeen.
AISI 4340: Erittäin lujat rakennesovellukset
4340 (0,38–0,43 % C, 1,65–2,00 % Ni, 0,70–0,90 % Cr, 0,20–0,30 % Mo) on 4140:n yläpuolella lujuuden ja sitkeyden suhteen. Nikkelilisäys on tärkein erottava tekijä: se laajentaa karkaisua suurempiin osiin ja parantaa dramaattisesti lujuutta alhaisissa lämpötiloissa. 4340 seosterästaokset ovat vakiomateriaali lentokoneiden laskutelineissä (tyypillisesti 1930 MPa:n vetolujuus MIL-S-5000:a kohti), suurten dieselmoottoreiden raskaiden kampiakselien ja suorituskykyisten akselien akseleita. Sen syväkarkaistuvuus tekee siitä vähintään hyväksyttävän laadun taotuille osille, joiden poikkileikkaus on yli 75 mm ja joissa vaaditaan kaikkia mekaanisia ominaisuuksia.
300M: Aerospace Ultra-High Strength
300M on olennaisesti 4340 modifioitu 1,45-1,80 % piillä ja 0,05-0,10 % vanadiinilla. Piin lisäys hidastaa martensiitin pehmenemistä karkaisun aikana, jolloin teräs voi saavuttaa yli 1930 MPa:n vetolujuuden ja säilyttää murtolujuusarvot yli 60 MPa√m – yhdistelmää, jota 4340 ei voi saavuttaa samalla lujuustasolla. Lähes jokainen kaupallisten ja sotilaslentokoneiden 1960-luvulta lähtien valmistettu laskutelineen akseli on ollut 300M seosterästä. Sen väsymis- ja murtumissitkeys tässä turvallisuuskriittisessä sovelluksessa ovat tehneet siitä käytännössä korvaamattoman vuosikymmeniä kestäneestä kilpailevasta materiaalikehityksestä huolimatta.
EN36 ja EN39: Kovettuvat seosteräkset
Näitä nikkeli-kromihiiletyslaatuja käytetään seosteräksissä, joissa erittäin kovan, kulutusta kestävän pinnan (60–64 HRC) on oltava rinnakkain sitkeän, iskunkestävän ytimen kanssa. Takomisen jälkeen hiiletys tai hiiletys lisää hiiltä 0,5–2,0 mm:n syvyyteen pintaan. Tuloksena on komponentti, joka vaimentaa iskukuormituksia kovan ytimen läpi ja vastustaa samalla kosketusväsymystä ja pinnan kulumista – täsmällinen yhdistelmä, jota voimansiirron ja kaivoslaitteiden raskaat vaihteet, nokka-akselit ja uritetut akselit vaativat.
H13 ja H11: Hot Work Tool Terästakomot
H13 (5 % Cr, 1,5 % Mo, 1 % V) on kuumatyötyökalujen maailmanlaajuinen standardi. Kun H13 valmistetaan taontana tankomateriaalin sijaan, se hyötyy samoista raevirtaus- ja tiheyseduista, jotka on kuvattu rakenneseosteräksille. Alumiinin painevalussa taotut H13-suulakepalat saavuttavat 20–40 % pidemmän käyttöiän kuin koneistetut tangosta valmistetut vaihtoehdot dokumentoiduissa tuotantovertailuissa, koska taonta sulkee mikrohuokoisuuden ja kohdistaa kovametallin jakautumisen edullisemmin. H13-kovuus käytössä on tyypillisesti 44–50 HRC, jolloin puristusmyötölujuus ylittää 1600 MPa huoneenlämpötilassa ja pidetään yli 600 MPa 600 °C:ssa.
Seosteräksen taontalujuuden testaus ja todentaminen
Seosterästaukoiden lujuusvaatimuksia ei hyväksytä pelkästään materiaalitodistusten perusteella kriittisimmissä sovelluksissa. Useimmat hankintastandardit edellyttävät tuotantotaoksista - tai taokseen kiinnitetyistä edustavista pidennyksistä - otettujen testikuponkien fyysistä testausta.
Seosterästaukoiden vakiopätevyystestit sisältävät:
- Huonelämpötilan vetokoe: Mittaa murtolujuuden, 0,2 %:n lujuuden (myötölujuuden), venymän % ja pinta-alan pienenemisen %. Nämä neljä arvoa kuvaavat täysin staattista mekaanista vastetta.
- Charpyn V-lovinen iskutesti: Määritetyssä lämpötilassa (usein 0 °C, -20 °C tai -40 °C sovelluksesta riippuen) tämä mittaa absorboituneen energian jouleina ja varmistaa, että materiaali ei toimi hauraalla siirtymäalueella.
- Brinell- tai Rockwell-kovuus: Nopea, rikkomaton vetolujuuden proksi (1 HBW ≈ 3,5 MPa vetolujuus teräksille), jota käytetään seulomaan takeet ennen tuhoavaa testausta ja varmistamaan lämpökäsittelyn tasalaatuisuus erässä.
- Ultraäänitestaus (UT): Volumetrinen tarkastus sisäisten vikojen havaitsemiseksi, jotka vähentäisivät tehokasta kuorman kantavaa poikkileikkausta. ASTM A388:n tai EN 10228-3:n mukaiset hyväksymistasot määrittelevät suurimman sallitun indikaattorikoon.
- Murtolujuus (K₁c): Vaaditaan ilmailu- ja ydinseosterästaukoille. Mittaa jännityksen intensiteettitekijän, jolla halkeama etenee epävakaasti, ilmaistuna MPa√m. 4340 1380 MPa:n vetolujuudella saavuttaa tyypillisesti K₁c:n 50–60 MPa√m; 300M samalla lujuustasolla saavuttaa 65–80 MPa√m piimuunnoksen ansiosta.
NACE MR0175:n kattamissa öljy- ja kaasusovelluksissa kovuustestaus ei ole vain laaduntarkistus – se on turvallisuustarkastus, koska kaikki seosteräksen taonta, joka ylittää 22 HRC:n (noin 760 MPa vetolujuus), on kielletty happamissa käyttöympäristöissä sulfidijännityshalkeiluriskin vuoksi. Tämä on yksi niistä tapauksista, joissa suurin sallittu lujuus on pienempi kuin mitä materiaali pystyy, mikä johtuu ympäristön halkeilusta eikä mekaanisista kuormitusrajoista.
Reaalimaailman lujuus: seosterästaotokset käytössä
Laboratoriomekaaniset ominaisuudet osoittavat, mitä seosterästakoilla voidaan saavuttaa valvotuissa olosuhteissa. Kenttähuollon tapahtumat kertovat usein täydellisemmän tarinan lujuuden, väsymyksenkestävyyden ja sitkeyden yhdistelmästä, joka tekee seosterästakoista hallitsevan valinnan vaativilla teollisuudenaloilla.
Hyötyajoneuvojen voimansiirroissa taotut seosteräksiset kampiakselit keräävät rutiininomaisesti 800 000 kilometriä tai enemmän ilman väsymisvikoja, kun ne on valmistettu eritelmien mukaisesti. Sama kampiakselin geometria, joka on valmistettu nodulaarisesta valuraudasta – yleinen kustannusten aleneminen – osoittaa väsymishäiriöitä kolmanneksella tai puolella ajokilometreistä vastaavissa olosuhteissa, minkä vuoksi jokainen raskaiden kuorma-autojen OEM jatkaa kampiakselien seosterästaotusten määrittämistä korkeammista materiaalikustannuksista huolimatta.
Öljy- ja kaasusektorilla 4140 seosteräksestä valmistetut porakaulukset toimivat yhdistettyjen vääntö-, taivutus- ja aksiaalikuormien alaisina pohjareikien kokoonpanoissa ja kiertävät miljoonia kertoja kaivon käyttöiän aikana. Asianmukaisesti lämpökäsiteltyjen API Spec 7-1 -standardin vaatimukset täyttävien 4140-taomien dokumentoitu porakauluksen rikkoutumisaste on erittäin alhainen – ja suurin osa tapahtuvista vioista johtuu pikemminkin väärästä lämpökäsittelystä, korroosiovauriosta tai käsittelyvauriosta kuin materiaalin luontaisesta heikkoudesta.
Sähköntuotantosektorilla höyryturbiinien suuret, tyypillisesti 25–100 tonnin niukkaseosteiset teräsroottorit ovat osoittaneet käyttöiän yli 40 vuotta jatkuvassa syklisessä lämpö- ja mekaanisessa kuormituksessa perusvoimalaitoksissa. Suorituskykyennätys on suora seuraus tiukasta koostumuksen valvonnasta, tyhjiökaasunpoistosta ja kattavasta mekaanisesta testauksesta, jonka suuret seosterästaotot käyvät läpi ennen kuin ne lähtevät taontalaitoksesta. Mikään muu tämän kokoisten ja painoisten roottoreiden valmistusreitti ei ole saavuttanut samaa luotettavuusennätystä.