Teräksen taonta on yksi tuotannon vanhimmista ja luotettavimmista metallintyöstöprosesseista. Lyhyt vastaus siihen, millaisia taontaterästyyppejä on olemassa: hiiliteräs, seosteräs, ruostumaton teräs, työkaluteräs ja mikroseostettu teräs ovat viisi ensisijaista luokkaa, joita käytetään teollisessa teräksen takomisessa. Jokainen tyyppi täyttää erilaiset mekaaniset ja ympäristövaatimukset, ja väärän valinta voi johtaa ennenaikaiseen vikaan, turvallisuusriskeihin tai tarpeettomiin kustannusten ylityksiin.
Tämä erittely kattaa jokaisen kategorian perusteellisesti – mikä tekee niistä erilaisia, missä ne toimivat parhaiten ja miltä luvut todellisuudessa näyttävät, kun vertailet myötörajaa, kovuutta ja käyttöaluetta.
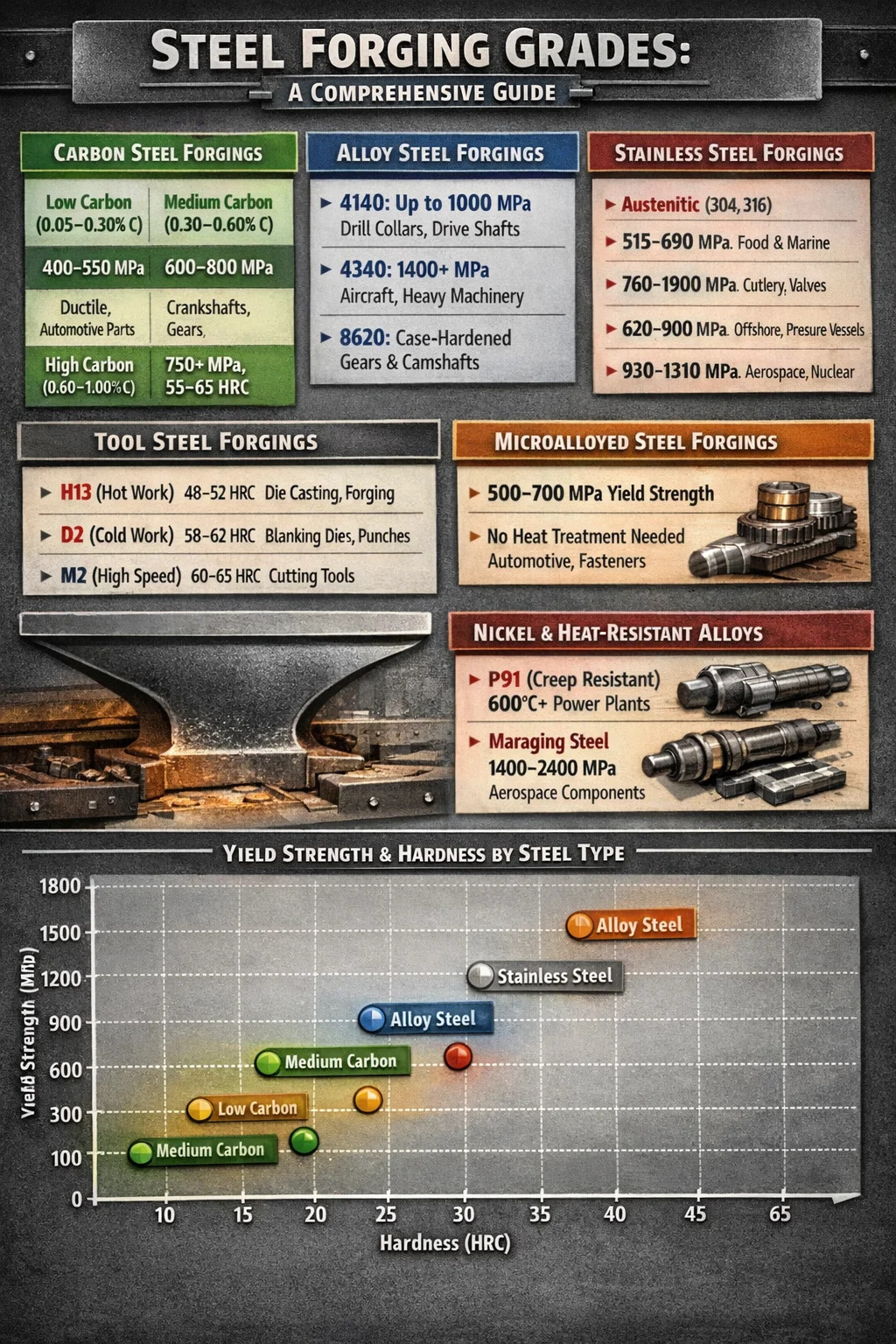
Hiiliterästakomot: Teollisuuden työhevonen
Hiiliteräs muodostaa suurimman osan kaikesta teräksen taontatuotannosta maailmanlaajuisesti. Se on luokiteltu kolmeen alaryhmään hiilipitoisuuden perusteella, ja sillä hiiliprosentilla on suora ja mitattavissa oleva vaikutus lujuuteen, kovuuteen ja sitkeyteen.
Vähähiilinen teräs (0,05–0,30 % C)
Vähähiiliset terästaot ovat erittäin sitkeitä ja helposti muovattavia. Vetolujuus vaihtelee tyypillisesti välillä 400 - 550 MPa. Näitä takeita käytetään yleisesti rakenneosissa, autojen korin osissa ja yleiskäyttöisissä pulteissa. Ne eivät reagoi hyvin lämpökäsittelyyn kovettumista varten, mutta ovat helposti hitsattavissa ja koneistettavissa.
Keskikokoinen hiiliteräs (0,30 % – 0,60 % C)
Tämä on laajimmin väärennetty valikoima. Keskikokoiset hiililaadut, kuten AISI 1040 ja AISI 1045, tarjoavat vahvan tasapainon lujuuden ja sitkeyden välillä. Lämpökäsittely voi nostaa myötölujuuden yli 600 MPa:n. Käyttökohteita ovat kampiakselit, kiertokanget, akselit, vaihteet ja rautatiekomponentit. AISI 1045 on kiistatta yleisimmin määritelty keskihiiliterästakolaatu yleisessä koneenrakennuksessa.
Korkeahiilinen teräs (0,60 % – 1,00 % C)
Korkeahiiliset takeet tarjoavat erinomaisen kovuuden ja kulutuskestävyyden, mutta ovat hauraampia ja vaikeampia käsitellä. Niitä käytetään jousiin, leikkaustyökaluihin, vaijereihin ja kiskoteräksiin. Kovuusarvot saavuttavat rutiininomaisesti 55–65 HRC sopivan lämpökäsittelyn jälkeen, mikä tekee niistä sopimattomia iskuja vaativiin sovelluksiin ilman huolellista suunnittelua.
Seosterästakomot: Parannettu suorituskyky kemian avulla
Seosterästakoot sisältävät tarkoituksellisesti kromia, molybdeeniä, nikkeliä, vanadiinia tai mangaania enemmän kuin hiiliteräksestä löytyy. Nämä lisäykset muokkaavat kovettavuutta, sitkeyttä korkeissa lämpötiloissa sekä väsymis- ja korroosionkestävyyttä. Seosalkuaineiden kokonaispitoisuus on tyypillisesti välillä 1 % - 5 %.
Yleisimmin tavattuja seosteräksen taontalaatuja ovat:
- 4140 (Cr-Mo-teräs): Vetolujuus jopa 1000 MPa sammutetussa ja karkaistussa tilassa. Käytetään öljyn ja kaasun porakauluksissa, puolustuskomponenteissa ja autojen vetoakseleissa.
- 4340 (Ni-Cr-Mo-teräs): Yksi vahvimmista yleisesti käytetyistä seosteräksistä, jonka vetolujuudet ylittävät 1400 MPa, joka on saavutettavissa lämpökäsittelyllä. Löytyy lentokoneiden laskutelineistä, raskaista kampiakseleista ja korkean suorituskyvyn akselin akseleista.
- 8620: Kotelokarkaisulaatu, joka on suosittu vaihteissa ja nokka-akseleissa, joissa tarvitaan sekä kovaa ydintä että kovaa pintaa samanaikaisesti.
- EN36 ja EN24: Yleisiä Isossa-Britanniassa/Euroopassa raskaille teknisille takomoille, kuten turbiinien akseleille ja ydinvoimalan komponenteille.
Seosteisen teräksen takomisen etuna hiiliteräkseen verrattuna on karkaisun syvyys. 4140 bar, jonka halkaisija on 100 mm, voidaan läpikarkaistua tasaiseksi mikrorakenteeksi, kun taas saman halkaisijan omaavan tavallisen hiiliteräksen kovuus putoaisi selvästi pinnasta ytimeen.
Ruostumattomasta teräksestä valmistetut takeet: korroosionkestävyys mekaanisessa kuormituksessa
Ruostumattomasta teräksestä valmistetut takeet sisältävät vähintään 10,5 painoprosenttia kromia, joka muodostaa passiivisen oksidikerroksen, joka kestää hapettumista ja korroosiota. Taontaprosessissa jalostetaan ruostumattoman teräksen raerakennetta siten, että valu ei voi toistaa, jolloin saadaan komponentteja, joilla on erinomainen väsymislujuus ja iskunkestävyys.
Tärkeimmät ruostumattoman teräksen takomisessa käytetyt perheet ovat:
| Perhe | Yhteiset arvosanat | Tyypillinen vetolujuus | Avainsovellus |
|---|---|---|---|
| Austeniittista | 304, 316, 321 | 515–690 MPa | Kemiallinen käsittely, elintarvikelaitteet, meri |
| Martensiittinen | 410, 420, 440 C | 760-1900 MPa | Ruokailuvälineet, venttiilit, pumpun akselit, kirurgiset työkalut |
| Duplex | 2205, 2507 | 620-900 MPa | Offshore-öljy, suolanpoisto, paineastiat |
| Sade Kovettunut | 17-4 PH, 15-5 PH | 930-1310 MPa | Ilmailu-, ydin-, korkean suorituskyvyn venttiilit |
316L ruostumattoman teräksen taonta on erityisen hallitseva lääke- ja elintarviketeollisuudessa, koska alhainen hiilipitoisuus minimoi herkistymisriskin hitsauksen aikana ja molybdeenin lisäys (2–3 %) parantaa merkittävästi pistesyöpymiskestävyyttä kloridiympäristöissä. Duplex grade 2205 tarjoaa noin kaksinkertaisen myötölujuuden kuin 316L, vähintään noin 450 MPa, mikä mahdollistaa ohuemman seinärakenteen ja pienemmän komponentin painon käyttöikää tinkimättä.
Työkaluterästakomot: Äärimmäinen kovuus muotoilu- ja leikkaussovelluksiin
Työkaluteräkset on erityisesti suunniteltu säilyttämään kovuuden ja muotonsa äärimmäisessä mekaanisessa rasituksessa, hankauksessa ja kuumuudessa. Taontaprosessilla valmistettuna työkaluteräkset kehittävät hienostuneen, yhtenäisen raerakenteen, joka kestää huomattavasti kauemmin kuin valu- tai valssatut vaihtoehdot vaativissa työkalusovelluksissa.
Työkaluterästakoot on ryhmitelty AISI-luokitusjärjestelmän mukaan:
- H-sarja (Hot Work Tool Steel): Lajikkeet, kuten H13 ja H11, on suunniteltu kestämään pehmenemistä yli 500 °C:n lämpötiloissa. H13 on maailmanlaajuinen standardi painevalumuotteille, ekstruusiotyökaluille ja itse kuumataontamuotteille. Se saavuttaa 48–52 HRC:n lämpökäsittelyn jälkeen säilyttäen samalla riittävän lujuuden kestämään toistuvan lämpösyklin.
- D-sarja (Cold Work, High Chromium): D2 sisältää noin 12 % kromia ja 1,5 % hiiltä, mikä antaa sille poikkeuksellisen kulutuskestävyyden huoneenlämpötilassa. Sitä käytetään meistien, muotoilutyökalujen ja lävistysten tekemiseen, kun mittatarkkuus erittäin suurilla tuotantosarjoilla on kriittinen.
- M-sarja (High Speed Steel): M2 ja M42 säilyttävät teränsä lämpötiloissa, joissa hiiliterästyökalut olisivat menettäneet kaiken kovuuden. Volframin, molybdeenin ja koboltin yhdistelmä antaa M42:lle kuumakovuuden edun, mikä tekee siitä korvaamattoman poranterissä, kierteissä, jyrsijöissä ja avennuksissa.
- P-sarja (muottiteräs): Muovisille ruiskumuotteille suunniteltu P20 on yksi yleisimmin käytetyistä taotuista muottiteräksistä. Se toimitetaan tyypillisesti esikarkaistuna 28–34 HRC:ssä, mikä eliminoi lämpökäsittelyn tarpeen koneistuksen jälkeen.
Työkaluterästen taonta vaatii tarkkaa lämpötilan säätöä. Esimerkiksi H13 on taottu 1010°C ja 1150°C välillä ja se on jäähdytettävä hitaasti takomisen jälkeen halkeilun välttämiseksi. Väärä taontakäytäntö aiheuttaa jäännösjännitystä ja karkeita kovametalliverkkoja, jotka vähentävät dramaattisesti sitkeyttä.
Mikroseostetut terästaotot: lähes verkkomuotoinen tehokkuus ilman lämpökäsittelyä
Mikroseosteiset teräkset – joita kutsutaan myös taontakontekstissa HSLA-teräksiksi (High Strength Low Alloy) – edustavat modernia teknistä ratkaisua, jossa hiiliteräksen muovattavuus yhdistyy lujuustasoihin, jotka aiemmin vaativat seosterästä ja takomisen jälkeistä lämpökäsittelyä. Tärkeimmät lisäykset ovat vanadiini (0,05–0,15 %), niobium (0,02–0,05 %) ja titaani, hyvin pieniä määriä, jotka saostuvat hienoina karbideina ja nitrideinä hallitun jäähdytyksen aikana.
Suurin kaupallinen etu on, että mikroseostetuilla terästakoilla voidaan saavuttaa 500–700 MPa myötölujuudet ilman karkaisua ja karkaisua, mikä eliminoi suuren kustannus- ja aikavaiheen tuotantosyklissä. Autovalmistajat ovat ottaneet laajalti käyttöön mikroseostettuja laatuja kiertokangoissa, kampiakseleissa ja ohjausnivelissä juuri tästä syystä.
Yleisiä mikroseostettuja taontalaatuja ovat 38MnVS6, 46MnVS3 ja SAE 1548V. Nämä lajikkeet on suunniteltu siten, että taontatoiminto ja sitä seuraava ohjattu ilmajäähdytys saavuttavat lopulliset mekaaniset ominaisuudet yhdessä lämpösyklissä, joka korvaa kaksi erillistä uunitoimintoa. Suuren volyymin autotakouksessa tämä merkitsee jopa 30 %:n energiansäästöä osaa kohden verrattuna karkaisu- ja temperointireitteihin.
Yksi rajoitus on, että mikroseostetuilla teräksillä on kapeammat prosessiikkunat kuin perinteisillä seosteräksillä. Viimeistelyn taontalämpötilaa on valvottava huolellisesti - tyypillisesti välillä 900 °C - 1050 °C, jotta varmistetaan asianmukainen sadekovettuminen jäähdytyksen aikana. Kaikki poikkeamat tavoitemikrorakenteesta johtavat arvaamattomiin mekaanisiin ominaisuuksiin ja mahdollisiin kokonaisten taontaajojen hylkäämiseen.
Nikkelipohjaiset ja lämmönkestävät terästakaukset äärimmäisiin ympäristöihin
Vakioluokitusten lisäksi on olemassa erityinen luokka lämmönkestäviä ja nikkeliä sisältäviä terästakeita sovelluksiin, joissa käyttölämpötilat ylittävät tavanomaisten seosterästen kestävyyden. Näitä ovat virumisenkestävät teräkset voimantuotantoon ja ilmailuturbiinien levyihin sekä maraging-teräkset erittäin lujiin rakennesovelluksiin.
Virumisenkestävät terästakaukset
Lajia, kuten P91 (9Cr-1Mo-V) ja P92, käytetään laajalti taotuissa höyrykokonaisuuksissa, venttiilirungoissa ja turbiinien koteloissa hiili- ja kaasuvoimaloissa, jotka toimivat yli 600 °C:n lämpötiloissa. P91-takat on suunniteltu kestämään virumista – hidasta, ajasta riippuvaa muodonmuutosta jatkuvassa kuormituksessa korkeassa lämpötilassa – ja minimivirumisen murtumisaika on 100 000 tuntia käyttöolosuhteissa. Niiden kromipitoisuus tarjoaa myös hapettumisenkestävyyden, jota tavallinen hiiliteräs ei voi vastata yli 450 °C:een.
Maraging teräkset
Maraging-teräkset sisältävät 18 % nikkeliä ja erittäin vähän hiiltä, mikä johtuu niiden äärimmäisestä lujuudesta - myötörajat 1400 - yli 2400 MPa ovat saavutettavissa — metallien välisten yhdisteiden saostumisesta vanhenemisen lämpökäsittelyn aikana. Taottuja maraging-teräskomponentteja käytetään ilmailu-avaruusrakettien moottorikoteloissa, lentokoneiden pysäytysvarusteissa ja erittäin lujissa työkaluissa. Vahvuudestaan huolimatta ne pysyvät kohtuullisen sitkeinä ja ne voidaan työstää ennen vanhenemista vielä suhteellisen pehmeässä tilassa.
Kuinka teräksen taontaprosessi vaikuttaa materiaalin ominaisuuksiin terästyypin mukaan
Itse taontaprosessi - olipa se avoin, suljettu muotti, rengasvalssaus tai isoterminen taonta - toimii eri tavalla kunkin terästyypin kanssa. Näiden vuorovaikutusten ymmärtäminen auttaa selittämään, miksi materiaalin valintaa ja prosessin valintaa ei voida erottaa toisistaan.
Suljetussa muottiterästaontauksessa rajoitettuun aihioon kohdistetaan suuria muodonmuutosvoimia, jolloin saadaan lähes verkon muotoisia osia jatkuvalla raevirtauksella, joka noudattaa komponenttien geometriaa. Tämä raevirtaus on vastuussa väsymis- ja iskunkestävyyden eduista, jotka takeet pitävät koneistettuihin tankoihin tai valukappaleisiin verrattuna. Tankomassasta koneistettu kiertokanko katkaisee viljavirran jokaisella koneistetulla pinnalla; taottu kiertokanki ylläpitää katkeamatonta jyvien jatkuvuutta päästä päähän.
Taontalämpötila-alue vaihtelee merkittävästi terästyyppien välillä:
- Hiili- ja niukkaseosteiset teräkset: tyypillisesti 1100°C – 1250°C kuumatakomiseen
- Ruostumattomat teräkset (austeniittiset): 1100°C – 1200°C, hitaampi jäähdytys herkistymisen välttämiseksi
- Työkaluteräkset: 1010°C – 1150°C pakollisella hitaan jäähdytyksellä uunissa tai eristysaineessa
- Maraging-teräkset: 1100°C – 1200°C, vanhennettu 480°C takomisen jälkeen 3-6 tuntia
- Duplex ruostumaton: 1100°C – 1180°C, jota seuraa vesisammutus faasitasapainon ylläpitämiseksi
Lämmintaonta – joka suoritetaan noin 650–950 °C:ssa – on saamassa vetovoimaa keskihiiliteräksissä ja mikroseostetuissa teräksissä, joissa vaaditaan tiukempia mittatoleransseja kuin kuumatakominen voi saavuttaa ilman kylmätakomisen ankaria puristusvoimavaatimuksia. Teräksen kylmätaonta, joka on tyypillisesti varattu vähähiiliselle teräkselle, saavuttaa parhaan pintakäsittelyn ja mittatarkkuuden, mutta vaatii huomattavasti suurempia taontapaineita.
Oikean teräksen taontalaadun valitseminen: Käytännön kehys
Oikean taontateräslaadun valinta edellyttää useiden kilpailevien tekijöiden tasapainottamista. Mikään yksittäinen laatu ei optimoi kaikkia ominaisuuksia samanaikaisesti. Seuraava kehys kaappaa teollisille sovelluksille tärkeimmät päätösmuuttujat:
- Mekaaniset vaatimukset: Määritä pienin myötöraja, kovuus, iskuenergia (Charpy-arvot) ja väsymisikä. Tämä kaventaa kategoriaa välittömästi – jos tarvitset 1200 MPa myötörajaa, hiiliteräs jätetään pois; jos 400 MPa on riittävä, seosteräs on tarpeeton hinta.
- Ympäristöaltistuminen: Kloridiympäristöt eliminoivat useimmat hiili- ja niukkaseosteiset teräkset, ellei niitä ole pinnoitettu. Korotettu käyttölämpötila sulkee pois hiiliteräksen yli noin 400 °C ja vaatii kromipitoisia virumisesuojalaatuja.
- Leikkauksen koko ja karkaisu: Poikkileikkaukseltaan suuret takeet (halkaisija yli 100 mm) kriittisessä käytössä tarvitsevat seosteräslajeja, joilla on riittävä karkenevuus tasaisten ominaisuuksien saavuttamiseksi läpi profiilin. Hiiliteräksessä on kova kotelo ja pehmeä ydin paksuissa osissa.
- Koneistettavuus ja jatkokäsittely: Jos taontaa seuraa laaja työstö, vapaasti työstöominaisuuksia varten lisättyä rikkiä sisältävät teräslajit lyhentävät sykliaikaa, vaikkakin jossain määrin poikittaissitkeydelle.
- Määrä ja hinta: Erittäin suurille tuotantomäärille mikroseostetut lajikkeet, jotka eliminoivat takomisen jälkeisen lämpökäsittelyn, tarjoavat merkittäviä kustannussäästöjä. Pienten erien erikoisosien lämpökäsittelykustannukset ovat pienempi osa kokonaiskustannuksista, joten korkean suorituskyvyn metalliseoslaadut ovat käyttökelpoisempia.
Käytännössä useimmat insinöörit noudattavat soveltuvia suunnittelukoodeja, kuten ASME, EN 10250 tai ASTM A668, jotka määrittelevät sallitut materiaalit tietyille palveluluokille. Nämä koodit rajoittavat valikoiman lyhyeen luetteloon päteviä terästaonlaatuja, jotka on validoitu asianmukaisiin käyttöolosuhteisiin vuosikymmenien kenttäkokemuksen ja standardoidun testauksen avulla.
Toimialakohtainen teräksen taontalaatujen käyttö
Eri alat ovat lähentyneet suosituimmissa terästaon materiaaleissa vuosikymmenten suorituskykytietojen ja sääntelyvaatimusten perusteella. Näiden alan normien ymmärtäminen tarjoaa käytännön lähtökohdan määrittelytyöhön.
Autojen taonta terästä
Autoteollisuus kuluttaa maailmanlaajuisesti eniten terästaontatuotteita. Henkilöautojen kampiakselit on taottu pääasiassa keskihiilisestä mikroseostetusta teräksestä (38MnVS6) tai 1045-karkaisuteräksestä. Raskaiden kuorma-autojen kampiakseleissa käytetään 4340 tai vastaavia nikkeli-kromi-molybdeeniseosteräksiä niiden ylivoimaisen väsymissuorituskyvyn vuoksi korkeammilla ominaistehoilla. Kiertokangot ovat siirtyneet olennaisesti murtuman halkaistuihin malleihin, joissa on käytetty korkeahiilistä C70S6-terästä, mikä mahdollistaa korkin irrotuksen takomisen jälkeen ja koota sen jälkeen uudelleen poikkeuksellisen tarkasti. eliminoi koneistustoiminnot ja alentaa kiertokankien valmistuskustannuksia noin 15–20 % verrattuna perinteiseen jyrsintään ja hiontaan.
Öljy- ja kaasuterästakoot
Happamat huoltoympäristöt – joissa on rikkivetyä – asettavat erityisen tiukkoja vaatimuksia taontateräkselle. NACE MR0175/ISO 15156 säätelee materiaalin valintaa happamaan käyttöön, ja se rajoittaa kovuuden 22 HRC maksimiarvoon useimpien hiiliterästen ja niukkaseosteisten terästen osalta sulfidijännityshalkeilun estämiseksi. F22 (2,25Cr-1Mo) ja F5 (5Cr-0,5Mo) ovat tavallisia metalliseostaontalaatuja venttiilirungoille ja laippoille korkean lämpötilan, korkeapaineisen kaivonpään ja putkistojen sovelluksissa.
Ilmailu- ja avaruustyöt
Laskutelineiden komponentit ovat rakenteellisesti vaativimpia valmistettuja terästaukoita. 300M-teräs (muunneltu 4340, johon on lisätty piitä ja vanadiinia) on vallitseva laskutelineen materiaali, jonka vetolujuus on 1930 MPa tai enemmän. AerMet 100 ja muut erittäin lujat teräkset nostavat vetolujuuden yli 1965 MPa:n ja parantavat murtolujuutta verrattuna aikaisempiin lujiin teräksiin. Jokaiselle ilmailu- ja avaruustaontalle tehdään 100 % ultraäänitestaus ja usein magneettinen hiukkasten tarkastus, jolloin vaaditaan jäljitettävyys sulatuslämmölle ja taontaerä.
Sähköntuotanto ja ydinvoimatakot
Suuret turbiiniroottorit painavat 5-200 tonnia, ja ne valmistetaan niukkaseosteisista teräksistä, kuten 26NiCrMoV11-5 tai 30CrMoNiV5-11. Nämä takeet vaativat tiukasti kontrolloituja rikki- ja fosforitasoja (tyypillisesti alle 0,005 % kumpikin) korkean iskunkestävyyden varmistamiseksi turbiinin käyttölämpötilassa. Ydinreaktorin paineastioiden takeissa käytetään A508 Grade 3 -luokkaa (vastaa eurooppalaisissa standardeissa 20MnMoNi4-5), luokkaa, jolla on pitkä viranomaisvalidointihistoria ja kattava ydinturvallisuusmääräysten edellyttämä Charpy- ja murtumissitkeysdokumentaatio.
Terästakoiden laatustandardit ja testaus
Teräksen taontalaadusta riippumatta laadunvarmistus noudattaa johdonmukaista kansainvälisten standardien ohjaamaa mallia. Suosituimpia terästaukoita koskevia standardeja ovat ASTM A668 (yleiset seosterästakomot), ASTM A182 (seosteräslaipat ja -liittimet), EN 10250 (avoin stanssatut terästaotot yleiseen suunnitteluun) ja API 6A (kaivonpää- ja joulukuusilaitteet).
Taottujen teräsosien vakiolaatutarkastukset sisältävät:
- Mekaaninen testaus: Veto, myötö, venymä, alueen pieneneminen ja Charpy-isku (määritetyissä lämpötiloissa aina -196 °C:een asti joissakin kryogeenisissa sovelluksissa)
- Kovuuden tarkistus: Brinell-kovuus (HBW) tarkastettiin edustavista poikkileikkauksista, ja joskus kovuus poikki läpikovettumisen varmistamiseksi
- Ultraäänitestaus (UT): 100 %:n tilavuustarkastus pinnanalaisten virheiden varalta, hyväksymiskriteerit viittaavat vastaaviin tasapohjaisiin reikien kokoihin, jotka vaihtelevat tyypillisesti FBH 2 mm:stä FBH 6 mm:iin spesifikaatiosta riippuen
- Kemiallisen koostumuksen tarkistus: Kauhan ja tuoteanalyysit laadun vaatimustenmukaisuuden varmistamiseksi, usein tiukemmat jäännöselementtien rajat kuin perusstandardi vaatii
- Makro- ja mikrotutkimus: Poikkileikkauksen etsaus viljan virtauksen, erottelun ja sisäisen eheyden paljastamiseksi; metallografinen tutkimus raekoon ja mikrorakenteen vahvistamiseksi
Taotut, jotka lämpenevät ultraäänitestauksessa lämpökäsittelyn jälkeen, on romutettava tai käsiteltävä uudelleen – kiinteässä takossa ei ole mahdollisuutta korjata sisäisiä vikoja. Tämä tekee puhtaiden, tyhjiökaasuttomien teräsaihioiden valinnasta ja huolellisen prosessin hallinnan takomisen aikana kriittistä hyväksyttävän tuoton saavuttamiseksi, erityisesti suurissa seosterästaukoissa energia- ja puolustussovelluksiin.